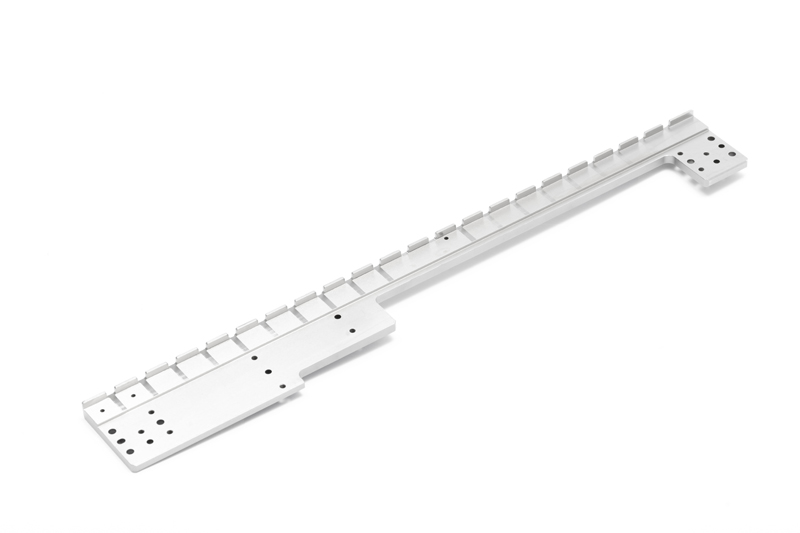

| 分類 | 金屬零部件 |
| 品名 | 側(cè)面板 |
| 材質(zhì) | SUS440C |
| 尺寸 | 435×56×12.5 |
| 熱處理 | HRC58 |
| 表面處理 | 無 |

| 加工精度 | 精孔0~+0.01 |
| 拋光面表面粗糙度 | Ra0.2 |
| 交貨時(shí)間 | 10天 |
| 加工應(yīng)用范圍 | 自動化設(shè)備搬送模塊 |
| 加工工藝 | 銑床開粗?熱處理?研磨加工?線切割加工?精加工?拋光 |
| 如何確保導(dǎo)軌不變形 | 1. 材料選擇:導(dǎo)軌材料的選用可是關(guān)鍵,得挑高強(qiáng)度、高硬度和高韌性的材料,這樣導(dǎo)軌的承載能力和抗變形能力才強(qiáng)。像合金鋼、不銹鋼、高碳鉻軸承鋼都是挺好的選擇,它們耐磨、耐腐蝕,能滿足各種復(fù)雜工況的需求。 2.使用合適的工裝夾具: ①選擇合適的工裝夾具來固定加工品,確保其在加工過程中不會因振動或外力而變形。 ② 確保夾具的剛度和穩(wěn)定性,避免夾具本身在加工過程中產(chǎn)生變形。 3. 實(shí)施變形監(jiān)測: ①在加工過程中,定期監(jiān)測加工品的變形情況,以便及時(shí)發(fā)現(xiàn)并調(diào)整加工參數(shù)。 ②對于復(fù)雜形狀或高精度要求的加工品,采用在線監(jiān)測或?qū)崟r(shí)反饋系統(tǒng)來精確控制變形。 4. 精確加工: ① 制定合理的加工工藝參數(shù),如切削速度、進(jìn)給量和切削深度,以減少切削力和熱變形。 ② 采用多階段加工策略,先粗加工去除大部分余量,再精加工達(dá)到最終尺寸和形狀要求。 通過正反面多次少量研磨加工來達(dá)到所需要的精度。 |
<ul id="ko8gs"></ul> <ul id="ko8gs"></ul> <tfoot id="ko8gs"></tfoot>
<strike id="ko8gs"></strike>